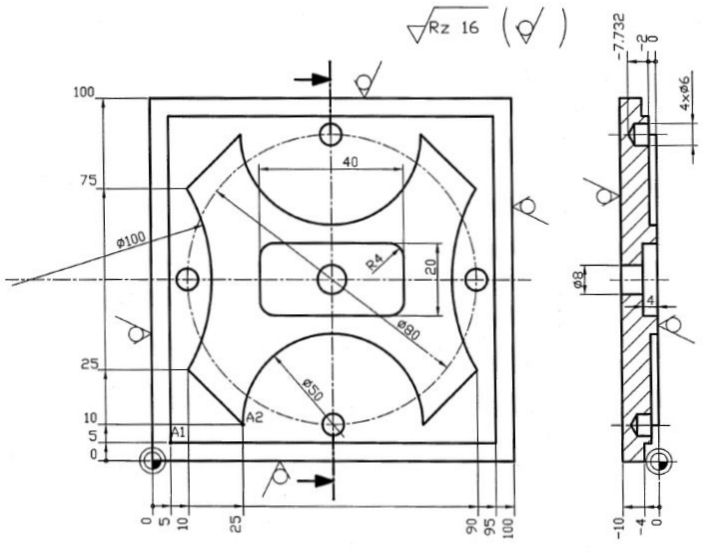
Konturplatte
Die in der Fertigungszeichnung (siehe Abbildung) dargestellte Konturplatte ist auf einer Senkrecht-Konsolfräsmaschine zu fertigen.
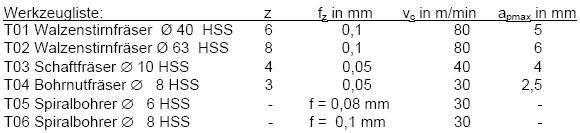
Für die Bearbeitung stehen Ihnen die in der Werkzeugliste aufgeführten Werkzeuge zur Verfügung.
Die Bearbeitungsreihenfolge am Werkstück ist im nachfolgenden Arbeitsfolgeplan festgelegt:
Arbeitsfolgeplan:
1. Fräsen der Außenkontur ab Punkt A1
2. Fräsen der Kontur ab Punkt A2
3. Fräsen der Rechtecktasche
4. Zentrieren / Ist bei der Programmierung nicht zu berücksichtigen!
5. Bohren der Mittelbohrung Ř 8
6. Bohren der Lochkreisbohrungen Ř 6
Teilaufgaben:
Berechnen Sie für alle anderen die für die Programmierung benötigten Schnittwerte.
(5 BE)
Hinweise:
Die Bearbeitungsschritte 1 und 2 des Arbeitsfolgeplans sind im Gleichlauf mit Fräserradiuskorrektur auszuführen.
Rechtecktasche und Lochkreis sind mit Zyklen zu bearbeiten.
Der Startpunkt liegt bei X150, Y150, Z100, der Werkzeugwechselpunkt bei X150, Y-50, Z100.
(20 BE)