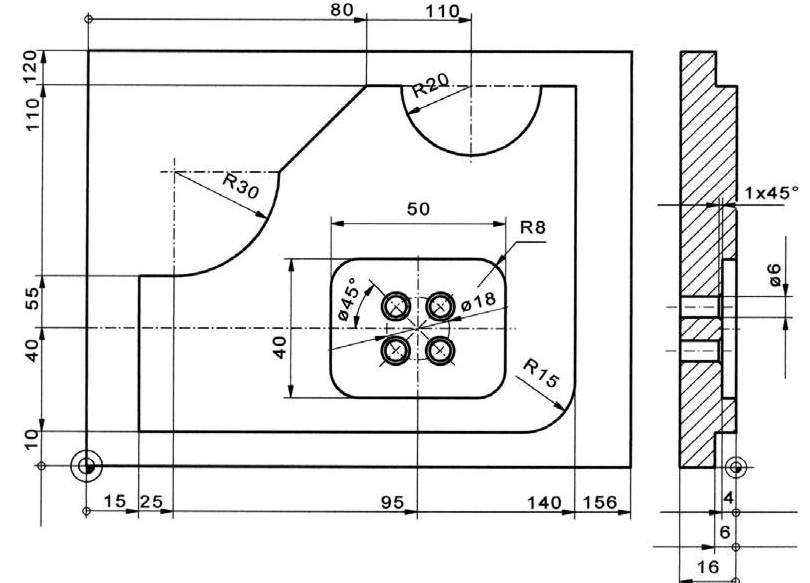
Fußplatte
Zur technologischen Vorbereitung und Fertigung der Fußplatte sind einige Unterlagen vorzubereiten.
| Werkzeug | NC- Anbohrer 90° (HSS) | Schaft- fräser (HM) | Walzenstirn- fräser (HSS) | Bohrnuten- fräser (HSS) | Spiral- bohrer (HSS) |
| WZ-Nummer | T01 | T02 | T03 | T04 | T05 |
| Durchmesser | 12 mm | 35 mm | 40 mm | 16 mm | 6 mm |
| Zähnezahl | - | 6 | 9 | 2 | - |
| max. Schnitttiefe ap | - | 6 mm | 6 mm | 2 mm | - |
| Schnittgeschw. vc | 40 mmin-1 | ? | 80 mmin-1 | 40 mmin-1 | 40 mmin-1 |
| Vorschub f/fz in mm | f = 0,15 mm | 0,12 | 0,1 | 0,1 | f = 0,14 |
| n in min-1 | ? | 1650 | 2546 | 796 | ? |
| vf in mmmin-1 | 159 | 594 | ? | ? | 210 |
Verwenden Sie folgenden Tabellenkopf:
| Arbeitsgang | Werkzeug | Schnittwerte | |||
| Ř in mm z | vc in mmin-1 n in min-1 | fz/f in mm vf in mmmin-1 | apmax in mm | ||
Erstellen Sie ausgehend von Ihrem Arbeits- und Werkzeugplan auf dem Arbeitsblatt das CNC-Programm. Schreiben Sie mögliche voreingestellte aktive Befehle (Einschaltzustände) der Maschine auf. Erläutern Sie die einzelnen Programmschritte, ausgenommen die Außenkonturbeschreibung.
Beachten Sie:
- Zum Werkzeugwechsel muss der Werkzeugwechselpunkt X150, Y-50, Z100 angefahren werden.
- Kühlschmierstoff ist für diese Bearbeitung vorzusehen.
(17 BE)
(3 BE)
(3 BE)
(2 BE)